

砥礪前行三十余年,中正鍋爐憑借自身的技術優勢和卓越的產品品質成為了眾多產業園區優先考慮的合作品牌,并擁有了豐富的項目經驗。
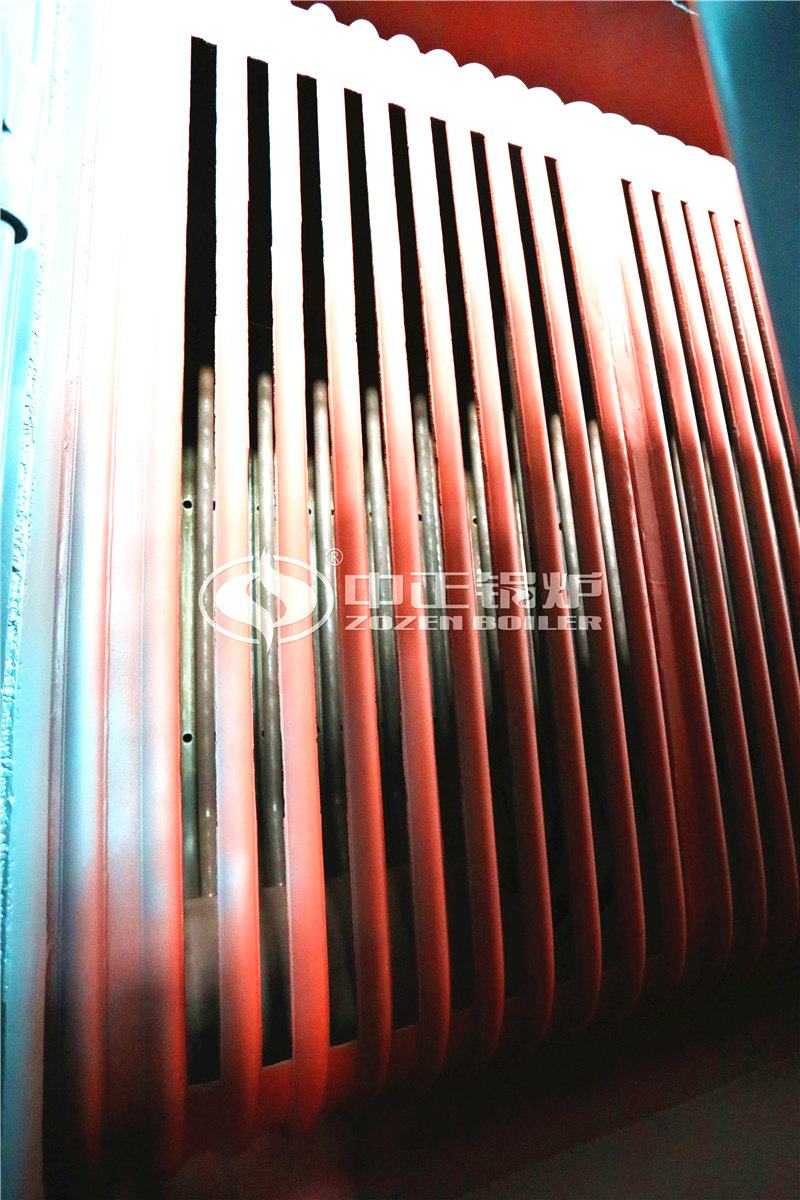
角管式鍋爐是利用一個管路系統作為整臺鍋爐的骨架,由其自身承受鍋爐的全部負荷,所以也成為無構架鍋爐,同時這個骨架又兼做鍋爐的下降管和上下集箱之用。該鍋爐鍋筒為外置式,爐膛為全封閉的膜式壁結構,對流受熱面采用旗管結構,角管式鍋爐具有結構緊湊、鋼耗低、升溫快等優點,因而得到較普遍的應用。該鍋爐為散裝結構。
運城4T燃油鍋爐型號大全,鍋爐受熱面管子的焊接方法、焊材選用及探傷比例序號名稱規格材質焊接方式焊接材料焊口總數探傷比例1前后水冷壁管φ51×320WSH08Mn2si9625%2兩側水冷壁φ60×320WSH08Mn2si12025%3過熱器低溫段φ38×520WSH08Mn2si5825%4過熱器高溫高溫高溫高溫高溫省煤器管連接管φ60×320WSH08Mn2si1225%7連接管φ83×420WSH08Mn2si825%8下降管φ76×420WSH08Mn2si4210%9對流管φ51×320WSH08Mn2si2425%焊接材料的烘干與使用焊接材料的采購必須有始材質合格證采購回來的焊接料首先存放在一級庫保管材質合格證交質檢科存檔焊絲H08Mn2Si經化學成份分析檢查是否符合材質合格證焊條按不同類型型號或牌號分別在不同位置上存放存放位置應在離地面、墻壁大于0.3m以上的貨架上堆集高度不得超過8層焊條箱存放處應通風干燥施工工地所用的焊條由專職的焊條烘干員統一領取存放在二級庫焊條烘干室焊條烘干員嚴格按照崗位責任制對焊條領取、烘干、發放、焊條烘干必須嚴格按照規定溫度。班組領用要有組織有計劃焊條烘干員應做詳細記錄。鍋爐受熱面受壓元件對接接頭的質量應從以下幾個方面進行檢查和試驗A外觀檢查焊工自檢100%專檢10%。
汽輪發電機、汽輪發電機組施工程序與施工方案本工藝流程為多工序且多工位同時交叉的作業線根據汽輪發電機組的結構及安裝特點將機組分解分列出單獨組合部件以部件所在部位確定安裝的順序編制施工程序制定部件組合方法在施工現場利用有限面積合理劃分場地全面開展多工作業面這樣在同一時間內可完成多個組合部件充分發揮施工人員作用又可縮短施工周期提高工效加快施工進度同時保證安裝工程質量。主要工序有基礎驗收、基礎處理、設備清點檢查、布置墊鐵、下汽缸合板修刮、下缸就位找正、冷凝器找正、汽機轉子檢查、修刮軸瓦、轉子吊入下汽缸、在下缸內找中心、汽封修刮、各部通流間隙測量調整、試扣上缸、發電機臺板就位、靜子找正、發民機穿轉子、發電機軸瓦修刮、汽發聯軸器找中心、發電機空氣間隙磁力中心調整、端蓋安裝、汽機扣蓋二次澆注、調速系統拆檢、盤車裝置拆檢。
鍋爐機組啟動或檢修后的檢查與試驗禁止鍋爐啟動的條件鍋爐啟動的系統和設備檢修工作未結束工作票未銷或檢修工作雖結束但經驗收不合格大修后的鍋爐冷態試驗、水壓試驗不合格鍋爐過熱蒸汽壓力表、溫度表、爐膛壓力表、煙溫表、壁溫表、汽包水位表、床溫表、床壓表、床層差壓表、爐膛差壓表、返料器料溫度表、點火風道溫度表及流化風量、風壓等表記缺少或不正常鍋爐對空排汽閥、事故放水閥、油系統閥門不正常主要執行機構經實驗動作不正常鍋爐DCS控制系統不能投入大修后的鍋爐啟動前冷態動力場試驗、爐膛布風板阻力試驗、U型閥返料器風帽阻試驗以及不同工況下的流態化試驗不合格主要保護連鎖試驗不合格或不能投入時禁止鍋爐啟動[7],運城4T燃油鍋爐型號大全。

鍋爐水位事故鍋爐缺水在鍋爐運行中,汽包水位低于正常水位,所有水位計指示負值水位警報器發出水位低的信號,給水流量不正常的小于蒸汽流量,嚴重時過熱蒸汽溫度升高。這些均屬于鍋爐缺水現象。缺水原因及處理:在鍋爐運行中由于運行人員疏忽大意使水位在汽包水位計中消失且未能及時發現依電接點水位表的指示能確認為缺水時須立即停爐關閉主汽門及給水門并按下列規定處理用叫水法進行叫水經叫水后水位在汽包水位計中出現時可向鍋爐上水并注意恢復水位,運城4T燃油鍋爐型號大全。
中正鍋爐作為國內知名的工業鍋爐制造商,憑借豐富的項目經驗和良好的市場口碑,在競爭激烈的行業中脫穎而出,成為了很多知名品牌的供貨商,用優質的產品和服務助推了絕味食品的快速發展。
 |
TELEPHONE 18861589027 |
 |
公司地址:江蘇省 無錫市 宜興周鐵鎮新達路76號 |
 |
郵箱:zhangqiang@zozen.com |
 |
手機:18861589027 |

